






产品分类 更多>>



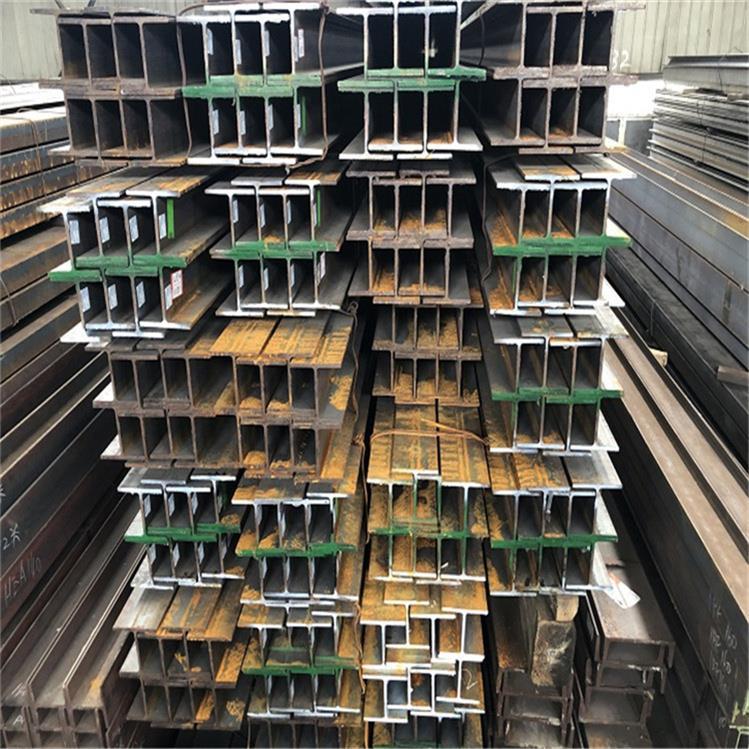
英标H型钢材料:
用于制作受冲击载荷的汽车轴承及其他用途的中小型轴承,也可制作汽车、拖拉机用的齿轮及钻探牙轮钻头的牙爪及牙轮体。G2CrNi2MoG2CrNi2Mo钢的表面硬化性能中等,其冷加工、热加工塑性较好,可制成棒材、板材、钢带及无缝钢管。适于制作汽车齿轮、活塞杆、圆头螺栓、万向接头及滚动轴承等。G2Cr2Ni4G2Cr2Ni4钢是常用的渗碳合金结构钢。渗碳、淬火、回火后,其表面有高硬、高耐磨性及高接触疲劳强度,而心部有良好的韧性,可承受强烈冲击载荷。
一、UB762*264*147英标H型钢介绍:
英标H型钢执行标准:EN标准;英标H型钢有三个主要的质量等级S235、S275、S355等。例如:S235材质和S275材质代表的是碳素结构钢,S355是低合金钢。
英标H型钢低合金钢的发展是采用通过临界退火和快速冷却得到马氏体和铁素体二相显微组织(或双相显微组织)的低合金度钢。这种钢的薄板产品有的成形性能,屈服点一般为310~345MPa,通过汽车部件压力成形产生的应变,屈服点可以提高到550MPa或更高。
二、UB762*264*147英标H型钢力学性能、物理性能和化学性能:
建筑型钢是采用镀锌钢板经辊压冷弯成型,其截面成V型、U型、梯形或类似这几种形状的波形。主要用作楼承板,也可被选为其他用途。其优点是施工方便、快捷、节约钢筋,可做钢模板,具有造价低、强度高等优点。建筑型钢含碳量在0.04%-2.3%之间的铁碳合金。我们通常将其与铁合称为建筑型钢为了保证其韧性和塑性,含碳量一般不超过1.7%。建筑型钢的主要元素除铁、碳外,还有硅、锰、硫、磷等。其它成分是为了使钢材性能有所区别。
三、UB762*264*147英标H型钢热扎工艺手段:4)轧制终了阶段:从轧件后端进入辊缝间的变形区开始,轧件与轧辊完 全脱离接触为止。

四、UB标H型钢规格型号表:
UB127*76*13UB152*89*16UB178*102*19UB203*133*25
UB203*133*30UB254*102*25UB254*102*28UB254*146*31
UB254*146*37UB254*146*43UB305*102*25UB305*102*28
UB305*102*33UB305*127*37UB305*127*42UB305*127*42
UB305*165*40UB305*165*46UB305*165*54UB356*127*33
UB356*127*39UB356*171*45UB356*171*51UB356*171*57
UB406*140*39UB406*140*46UB406*178*54UB406*178*60
UB406*178*67UB406*178*74UB457*152*5UB457*152*60
UB457*152*67UB457*152*74UB457*152*82UB457*191*67
UB457*191*74UB457*191*82UB457*191*89UB457*191*98
UB533*210*82UB533*210*92UB533*210*101UB533*210*109
UB533*210*122UB610*229*101UB610*229*113UB610*229*125
UB610*229*140UB610*305*149UB610*305*179UB610*305*238
UB686*254*125UB686*254*140UB686*254*152UB686*254*170
UB762*267*134UB762*264*147UB762*267*173UB762*267*197
UB762*267*220UB838*292*176UB838*292*194UB838*292*226
UB910*305*201UB910*305*224UB910*305*253UB910*305*289
UB914*419*343UB914*419*388UB914*419*446UB914*419*488
UB914*419*534UB914*419*585UB1016*305*222UB1016*305*249
UB1016*305*272UB1016*305*314UB1016*305*349UB1016*305*393
UB1016*305*415UB1016*305*438UB1016*305*494UB1016*305*584
钢铁冶金:卷轧中厚板轧机有3种生产工艺:1)单张钢板往复轧制方式(轧制厚度>2mm的厚钢板时)。该种方式同常规的中厚板生产工艺,轧件既不进卷取炉,也不进卷取机。卷轧钢板方式(轧制厚度≤2mm的中厚钢板时)。该种方式使用板坯较长,先在轧机上经反复可逆轧制,当轧件厚度<25mm时,长轧件进入轧机入口或出口卷取炉进行保温,经往复轧制,最终轧至成品厚度,但不进卷取机卷曲。然后从出口卷取炉下面送往飞剪剪切成长度<5m的母板长度,再经热矫直机矫直,冷床冷却,在精整线剪切成定尺长度钢板。
用于制作受冲击载荷的汽车轴承及其他用途的中小型轴承,也可制作汽车、拖拉机用的齿轮及钻探牙轮钻头的牙爪及牙轮体。G2CrNi2MoG2CrNi2Mo钢的表面硬化性能中等,其冷加工、热加工塑性较好,可制成棒材、板材、钢带及无缝钢管。适于制作汽车齿轮、活塞杆、圆头螺栓、万向接头及滚动轴承等。G2Cr2Ni4G2Cr2Ni4钢是常用的渗碳合金结构钢。渗碳、淬火、回火后,其表面有高硬、高耐磨性及高接触疲劳强度,而心部有良好的韧性,可承受强烈冲击载荷。
一、UB762*264*147英标H型钢介绍:
英标H型钢执行标准:EN标准;英标H型钢有三个主要的质量等级S235、S275、S355等。例如:S235材质和S275材质代表的是碳素结构钢,S355是低合金钢。
英标H型钢低合金钢的发展是采用通过临界退火和快速冷却得到马氏体和铁素体二相显微组织(或双相显微组织)的低合金度钢。这种钢的薄板产品有的成形性能,屈服点一般为310~345MPa,通过汽车部件压力成形产生的应变,屈服点可以提高到550MPa或更高。
二、UB762*264*147英标H型钢力学性能、物理性能和化学性能:
建筑型钢是采用镀锌钢板经辊压冷弯成型,其截面成V型、U型、梯形或类似这几种形状的波形。主要用作楼承板,也可被选为其他用途。其优点是施工方便、快捷、节约钢筋,可做钢模板,具有造价低、强度高等优点。建筑型钢含碳量在0.04%-2.3%之间的铁碳合金。我们通常将其与铁合称为建筑型钢为了保证其韧性和塑性,含碳量一般不超过1.7%。建筑型钢的主要元素除铁、碳外,还有硅、锰、硫、磷等。其它成分是为了使钢材性能有所区别。
三、UB762*264*147英标H型钢热扎工艺手段:4)轧制终了阶段:从轧件后端进入辊缝间的变形区开始,轧件与轧辊完 全脱离接触为止。
四、UB标H型钢规格型号表:
UB127*76*13UB152*89*16UB178*102*19UB203*133*25
UB203*133*30UB254*102*25UB254*102*28UB254*146*31
UB254*146*37UB254*146*43UB305*102*25UB305*102*28
UB305*102*33UB305*127*37UB305*127*42UB305*127*42
UB305*165*40UB305*165*46UB305*165*54UB356*127*33
UB356*127*39UB356*171*45UB356*171*51UB356*171*57
UB406*140*39UB406*140*46UB406*178*54UB406*178*60
UB406*178*67UB406*178*74UB457*152*5UB457*152*60
UB457*152*67UB457*152*74UB457*152*82UB457*191*67
UB457*191*74UB457*191*82UB457*191*89UB457*191*98
UB533*210*82UB533*210*92UB533*210*101UB533*210*109
UB533*210*122UB610*229*101UB610*229*113UB610*229*125
UB610*229*140UB610*305*149UB610*305*179UB610*305*238
UB686*254*125UB686*254*140UB686*254*152UB686*254*170
UB762*267*134UB762*264*147UB762*267*173UB762*267*197
UB762*267*220UB838*292*176UB838*292*194UB838*292*226
UB910*305*201UB910*305*224UB910*305*253UB910*305*289
UB914*419*343UB914*419*388UB914*419*446UB914*419*488
UB914*419*534UB914*419*585UB1016*305*222UB1016*305*249
UB1016*305*272UB1016*305*314UB1016*305*349UB1016*305*393
UB1016*305*415UB1016*305*438UB1016*305*494UB1016*305*584
钢铁冶金:卷轧中厚板轧机有3种生产工艺:1)单张钢板往复轧制方式(轧制厚度>2mm的厚钢板时)。该种方式同常规的中厚板生产工艺,轧件既不进卷取炉,也不进卷取机。卷轧钢板方式(轧制厚度≤2mm的中厚钢板时)。该种方式使用板坯较长,先在轧机上经反复可逆轧制,当轧件厚度<25mm时,长轧件进入轧机入口或出口卷取炉进行保温,经往复轧制,最终轧至成品厚度,但不进卷取机卷曲。然后从出口卷取炉下面送往飞剪剪切成长度<5m的母板长度,再经热矫直机矫直,冷床冷却,在精整线剪切成定尺长度钢板。





















